斜拉鏈機(jī)巡檢注意事項(xiàng)及常見(jiàn)故障處理
2023-09-28
來(lái)源:水泥學(xué)堂
(版權(quán)歸原作者或機(jī)構(gòu)所有)
一、技術(shù)參數(shù)
規(guī)格:SCD1000×130.215mm
結(jié)構(gòu)形式:雙鏈布置
料盤寬度:1000mm
提升高度:54800mm
水平投影長(zhǎng)度:130215mm
傾角:29°
傾角彎弧半徑:R=20000mm
速度:≤0.30m/s
節(jié)距:250mm
生產(chǎn)能力:250 t/h(正常) :360 t/h
主電機(jī)型號(hào):Y2-280M-4
功率:90kw
輸送物料:水泥熟料
減速機(jī):型號(hào)M4PSF90
額定功率:89.5KW
液力偶合器:型號(hào) YOX500
二、設(shè)備概況及工作原理
本輸送機(jī)是能夠同時(shí)進(jìn)行水平和傾斜輸送的連續(xù)設(shè)備,適合于輸送粒徑為50mm左右的干燥粒狀物料(粒度超過(guò)150mm),被輸送物料的溫度宜在200℃以下,不得超過(guò)250℃。其輸送線路首先是水平運(yùn)行,接著沿半徑為R=20000mm的圓弧轉(zhuǎn)過(guò)29°角,然后沿29°角度方向向上運(yùn)行。
本輸送機(jī)有以下幾部分組成:1、傳動(dòng)裝置;2、頭部裝置;3、尾部裝置;4、運(yùn)行部件;5、加油裝置;6、事故報(bào)警停車裝置;7、支架軌道及安全網(wǎng)。
1、傳動(dòng)裝置
傳動(dòng)裝置由電動(dòng)機(jī)、液力偶合器、減速器、聯(lián)軸器、逆止器組成。
為了防止輸送機(jī)因故停車時(shí)發(fā)生倒轉(zhuǎn)現(xiàn)象,在減速器低速軸的另一端裝有滾柱逆止器;同時(shí),為了防止啟動(dòng)和工作過(guò)程中電動(dòng)機(jī)過(guò)載在電動(dòng)機(jī)和減速器之間裝設(shè)了液力偶合器。
特別提示:(1)在設(shè)備試運(yùn)轉(zhuǎn)前,將液力偶合器和減速機(jī)的連接拆開,通電確定電機(jī)運(yùn)轉(zhuǎn)方向是否與圖紙規(guī)定的方向一致,如果不一致請(qǐng)修正。(2)如果電機(jī)運(yùn)轉(zhuǎn)方向與圖紙規(guī)定的方向不一致而強(qiáng)行開機(jī),則會(huì)將減速機(jī)的內(nèi)置逆止器損壞。
傳動(dòng)裝置組裝后,要進(jìn)行單體試運(yùn)轉(zhuǎn),首先向液力偶合器及減速器中注油,然后人工盤車轉(zhuǎn)動(dòng),認(rèn)為沒(méi)有什么卡阻現(xiàn)象后,再進(jìn)行通電試運(yùn)轉(zhuǎn)(注意切勿將電源接反),時(shí)運(yùn)轉(zhuǎn)時(shí)間3個(gè)小時(shí),如無(wú)異常,切除電源,放出液力偶合器及減速器中的油后即可待包裝。
2、頭部裝置
頭部裝置由頭部箱體、頭蓋、主軸及鏈輪等組成,兩個(gè)鏈輪裝在主軸上由一對(duì)雙列向心球面滾子軸承支承,座落在頭部箱體上。由于鏈輪齒易磨損,因此,為了便于檢修更換,特將鏈輪分為輪體及齒圈兩部分,齒圈部分又分為5個(gè)扇形齒塊,每個(gè)齒塊用5個(gè)螺栓與輪體連接,這樣在更換齒塊時(shí),就避免了必須拆下軸承和整個(gè)鏈輪的麻煩。主軸的軸承采用迷宮密封,在軸承座上裝有油杯,定期對(duì)軸承加油潤(rùn)滑。箱體上設(shè)有三個(gè)檢查門,以便觀察機(jī)器的運(yùn)轉(zhuǎn)情況。頭蓋上方設(shè)有與收塵管道連接的法蘭,通過(guò)本系統(tǒng)的收塵設(shè)備,對(duì)卸料時(shí)揚(yáng)起的灰塵進(jìn)行收,以改善工作環(huán)境。頭部箱體的側(cè)板上裝有安裝軌道的拖架。拖架與箱體用螺栓聯(lián)接,軌道于現(xiàn)場(chǎng)接在托架上。
3、 尾部裝置
尾部裝置由尾架,尾輪軸,尾部鏈輪,張緊裝置,活動(dòng)軌道等零件部件組成,另有接近開關(guān)裝于尾部,用于監(jiān)控轉(zhuǎn)速。一對(duì)鏈輪裝在尾輪軸上,鏈輪的結(jié)構(gòu)與頭部驅(qū)動(dòng)鏈輪基本一樣,只是齒圈部分分為三塊而已。尾輪軸兩端由一對(duì)雙列向心球面滾子軸承支承,軸承座安裝在尾架的導(dǎo)軌上。張緊裝置由一對(duì)壓縮彈簧和兩個(gè)梯形螺紋的螺桿及其附件等組成。螺桿穿過(guò)彈簧一端鉸接在軸承座上,另一端插在尾架上固定的支座孔內(nèi),彈簧兩端有支承,彈簧的變形量大小由螺母調(diào)整,當(dāng)彈簧被壓縮時(shí),其壓縮反力經(jīng)螺母、螺桿傳至軸承座,從而使軸承座沿導(dǎo)軌移動(dòng),達(dá)到張緊的目的,張緊力的大小由彈簧壓縮量的大小 來(lái)決定。該裝置除了調(diào)節(jié)張緊力的大小外,當(dāng)運(yùn)行部件在運(yùn)行中受到卡阻時(shí),張緊裝置還可以起到緩沖和保護(hù)鏈條的作用。當(dāng)鏈條的鏈節(jié)奔離尾部與鏈輪脫開后,料槽兩側(cè)的滾輪應(yīng)當(dāng)進(jìn)入活動(dòng)軌道以承托運(yùn)行部分。活動(dòng)軌道就是尾部固定軌道端部至尾部鏈輪之間的一端軌道,它的一端固定于尾部鏈輪軸的軸承座上,另一端插在兩條間距為31mm的導(dǎo)軌之間,導(dǎo)軌通過(guò)螺栓和鋼板聯(lián)接在尾部固定導(dǎo)軌的端部,當(dāng)活動(dòng)軌道隨著軸承前后移動(dòng)時(shí),其另一端則在兩條導(dǎo)軌的間隙內(nèi)來(lái)回抽動(dòng),以保證滾輪平穩(wěn)地過(guò)渡到固定軌道上去。
4、運(yùn)行部件
運(yùn)行部件由料槽、擋板、鏈條、滾輪等四部分組成,料槽是由鋼板焊接而成槽狀,料槽兩端的寬度不等,以便相鄰兩料槽側(cè)板之間相互疊合,不致使每個(gè)料槽在越過(guò)鏈輪時(shí)與其相臨料槽在側(cè)面分開,料槽中間設(shè)有擋料板,以阻止在爬坡時(shí)物料下滑。
料槽底部的兩側(cè),每隔1m裝有一對(duì)滾輪,以承托運(yùn)行部件沿軌道運(yùn)行。滾輪是通過(guò)小軸裝在料槽上的,滾輪與小軸之間用一對(duì)帶防塵蓋的單列向心球軸承支承,小軸的另一端伸入料槽底部的U形架的孔中,并用螺栓定位,以免軸在孔內(nèi)轉(zhuǎn)動(dòng)。滾輪的里側(cè)有氈 圈密封,外側(cè)用壓蓋密封,壓蓋上有油嘴,可注入潤(rùn)滑油對(duì)軸承進(jìn)行潤(rùn)滑。鏈條由多個(gè)鏈節(jié)(節(jié)距P=250mm)組成,每個(gè)鏈節(jié)又由鏈板、銷軸、軸套,另一端為小孔,銷套的兩端組成。鏈板摸鍛成~型,其一端為大孔分別與兩塊鏈板的大孔壓配合,銷軸穿過(guò)銷套,其兩端則分別與另外兩塊鏈板的小孔壓配合,鏈板首尾相接便組成鏈條。鏈板的頂面鉆有螺栓孔以便將料槽用螺栓固定在鏈條上。
5、加油裝置
為了使運(yùn)行中的鏈條在鉸鏈處轉(zhuǎn)動(dòng)靈活,減少磨損,延長(zhǎng)使用壽命,本機(jī)設(shè)計(jì)了供鏈條鉸鏈潤(rùn)滑的加油裝置。該裝置為一個(gè)大約能盛45Kg潤(rùn)滑油的容器,容器的下面裝有油管,通過(guò)旋塞調(diào)節(jié)油的流量。油管有四個(gè)滴油嘴,每個(gè)滴油嘴以每分鐘18-19滴的速度供油,對(duì)下面的鏈條鉸鏈進(jìn)行潤(rùn)滑。加油裝置可根據(jù)現(xiàn)場(chǎng)情況安裝在便于加油和調(diào)節(jié)滴油量的支架的橫梁上。
6、事故報(bào)警停車裝置
本輸送機(jī)裝有兩種事故報(bào)警停車裝置,即沿輸送機(jī)兩側(cè)裝設(shè)的拉繩開關(guān)和設(shè)在輸送機(jī)尾部的接近開關(guān),前者便于現(xiàn)場(chǎng)工人處理急事故停車之用;后者用于輸送機(jī)運(yùn)行部件,因某種原因卡住等故障發(fā)生時(shí)自動(dòng)停車報(bào)警之用。
接近開關(guān)工作原理如下:接近開關(guān)安裝在輸送機(jī)尾輪軸承端蓋上,裝有感應(yīng)片的尾輪軸轉(zhuǎn)動(dòng)時(shí),觸發(fā)接近開關(guān),產(chǎn)生脈沖系列,傳送到計(jì)算機(jī)系統(tǒng),當(dāng)來(lái)自接近開關(guān)的脈沖系列低于尾輪軸正常轉(zhuǎn)速(其轉(zhuǎn)速隨設(shè)備定)的設(shè)定值區(qū)間時(shí),計(jì)算機(jī)系統(tǒng)控制設(shè)備自動(dòng)停車,計(jì)算機(jī)控制系統(tǒng)的設(shè)定應(yīng)避開馬達(dá)和傳動(dòng)裝置的開啟時(shí)間,即在設(shè)備開啟時(shí)間內(nèi),接近開關(guān)不起作用。
7、支架、軌道及安全網(wǎng)
運(yùn)行部件在輸送機(jī)的中間區(qū)段(除頭部、尾部外)是通過(guò)軌道被承拖在一個(gè)個(gè)門式支假上的,每個(gè)支架相距一般為3000mm,其底部支腳焊在基礎(chǔ)的預(yù)埋鋼板上,支架的上部和中部裝有拖架,軌道焊在此拖架上。各段鋼軌的接頭處用魚尾板和螺栓聯(lián)接,每個(gè)接頭處留有6mm的間隙。在改變輸送機(jī)輸送方 向的圓弧段處設(shè)有上護(hù)軌,以防止鏈條張力過(guò)大時(shí),使運(yùn)行部件在該段軌道上浮起。為了保證現(xiàn)場(chǎng)巡檢工人的安全,沿整條輸送機(jī)方向的兩側(cè)布有安全網(wǎng),安全網(wǎng)懸掛在支架上。
綜上所述,本輸送機(jī)的工作過(guò)程是這樣的:足夠長(zhǎng)的運(yùn)行部件繞過(guò)頭,尾部鏈輪,對(duì)接形成一個(gè)封閉鏈,料槽底部的鏈條與頭尾鏈輪嚙合,料槽側(cè)面的滾輪在中間往返段內(nèi)分別擔(dān)在上下軌道上,當(dāng)電動(dòng)機(jī)的動(dòng)力由齒輪箱傳遞給頭輪軸時(shí),其驅(qū)動(dòng)鏈輪則帶動(dòng)運(yùn)行部件做循環(huán)運(yùn)動(dòng),滾輪承托鏈條及料槽在軌道上隨之滾動(dòng),這樣,裝在料槽中的物料隨著運(yùn)行部件的運(yùn)行,被輸送到頭部卸出。物料一般從尾部加入,但亦可根據(jù)工藝要求在輸送機(jī)的中間任意加入。
三、輸送機(jī)的現(xiàn)場(chǎng)安裝
1、安裝前的準(zhǔn)備
安裝前要對(duì)各零件進(jìn)行清理,校正和修補(bǔ)(運(yùn)輸過(guò)程中造成的損傷及變形)。清除安裝場(chǎng)地內(nèi)的各種雜物,并疏通安裝現(xiàn)場(chǎng)的道路,做好一切準(zhǔn)備工作。
2、輸送機(jī)的定位
借助必要的儀器和工具,確定輸送機(jī)縱向中心線及各部件與輸送機(jī)縱向中心線相關(guān)的坐標(biāo)位置,并在基礎(chǔ)地面上做出標(biāo)記劃線,以便進(jìn)行各零部件的安裝。
3、輸送機(jī)的安裝
在進(jìn)行輸送機(jī)安裝的時(shí)候,根據(jù)現(xiàn)場(chǎng)情況,可以從頭到尾或從尾到頭的順序安裝。實(shí)踐證明,以從尾到頭安裝更為合理,本書所敘即基于此。
4、尾部裝置的安裝
尾部裝置是作為一個(gè)整體在制造廠組裝的,首先將地腳螺栓穿在尾架的地腳螺栓孔內(nèi)并用螺母吊住。再將尾部裝置放在它的基礎(chǔ)上,然后將尾部裝置進(jìn)行嚴(yán)格的找正,要求:1)尾輪軸的水平允差不得大于0.5mm/m,2)尾輪軸線必須與輸送機(jī)中心線垂直,在每米長(zhǎng)度上允差不得大于1mm,3)尾部裝置的兩個(gè)鏈輪對(duì)輸送機(jī)的中心線對(duì)稱度公差不得大于1mm。
找正完畢,調(diào)整螺栓并進(jìn)行二次澆灌,待混凝土完全凝固后,再將地腳螺栓上的螺母擰緊。
5、支架的安裝
支架的安裝由尾部水平段開始,安裝前必須對(duì)每件支架進(jìn)行認(rèn)真的檢查,是否在運(yùn)輸途中變形或損壞,如出現(xiàn)彎、扭曲等變形現(xiàn)象,應(yīng)認(rèn)真進(jìn)行矯正。
參照本設(shè)備安裝圖將各支架按照編號(hào)及圖號(hào)各就各位,安裝要求:1)支架中心線對(duì)輸送機(jī)中心線的偏移量不得超過(guò)2mm,2)支架門框所在平面對(duì)輸送機(jī)中心線的垂直公差不得大于2mm,3)支架兩支腿對(duì)安裝平面(水平面及a傾斜面)必須垂直,其垂直度公差不許超過(guò)2mm。支架按上述公差要求調(diào)整好后與基礎(chǔ)上的予埋地腳板焊接,彎段及傾斜段支架之間的所有支撐一槽鋼均在軌道安裝調(diào)整后進(jìn)行焊接。
6、軌道的安裝
鋼軌安裝首先要細(xì)致檢查,如有彎曲變形等一定要矯直,保證直線度允差不得大于1mm/m。每根軌道全長(zhǎng)上不超過(guò)3mm。軌道的鋪設(shè)從尾部開始,按軌道上的編號(hào)及圖號(hào)參照本設(shè)備安裝圖,將軌道各就各位,置于支托角鋼上。每?jī)啥诬壍赖慕宇^處用兩塊魚尾板搭接夾住并用螺栓把緊(注意:螺母要放在軌道的外側(cè))。支托角鋼與支架用螺栓聯(lián)接,支架與支托角鋼上的螺栓孔均為長(zhǎng)孔,支架上的長(zhǎng)孔為豎直方向,用以調(diào)節(jié)軌道的高低,角鋼上的長(zhǎng)孔為水平方向,以解決軌道因收縮或膨脹長(zhǎng)度變化造成支架歪斜問(wèn)題。
軌道安裝的要求為:
1)軌道接頭處的間隙為6mm,水平 錯(cuò)位不大于1mm,高低差不大于0.5mm,且高低要沿滾輪運(yùn)行方向有高到低。
2)兩條并列軌道的軌距偏差不大于2mm,同一截面上(垂直于輸送機(jī)中心線截面)兩條并列軌道面高度差不大于1mm。
3)兩條并列軌道應(yīng)對(duì)稱分布在輸送機(jī)中心線兩側(cè),對(duì)稱度公差不大于1mm。
4)沿軌道長(zhǎng)度上標(biāo)高允差不超過(guò)1/1000,全長(zhǎng)上不得超過(guò)5mm。
搭接在頭部箱體上的四條軌道要待頭部裝置安裝后再進(jìn)行鋪設(shè)。
軌道安裝好后一并進(jìn)行焊接,將鋼軌焊在托架上,將托架下面的扁鋼一側(cè)與托架靠緊,將另一側(cè)與支架焊牢。
7、彎段護(hù)軌的安裝
安裝前先將分段運(yùn)輸?shù)淖o(hù)軌按護(hù)軌圖焊接好,并檢查尺寸,如有彎扭變形,必須矯正。在焊接前設(shè)法將護(hù)軌支撐或懸吊就位,并進(jìn)行調(diào)整,要求:
1)兩條并列護(hù)軌的內(nèi)側(cè)距離及偏差為1mm。
2)兩條并列護(hù)軌對(duì)輸送機(jī)中心線的對(duì)稱度公差不大于2mm。
3)與滾輪軌道(上護(hù)軌與上軌道距離,下護(hù)軌與下軌道距離)的距離為2mm。
調(diào)整好后擁護(hù)軌聯(lián)接架聯(lián)接護(hù)軌及鋼軌,首先點(diǎn)焊中間及兩頭的護(hù)軌聯(lián)接架,然后撤去護(hù)軌的支撐或懸吊。校核上述尺寸,合格后,畫線定出每個(gè)聯(lián)接架的位置,臨末對(duì)稱、間隔地逐一把所有聯(lián)接架與軌道和護(hù)軌焊牢。至此,所有軌道全部安裝完畢,彎段及傾斜段各支架間的支撐便可焊接。
8、頭部裝置的安裝
將制造廠組裝好的頭部裝置整體安裝(為了測(cè)量方便,將頭蓋拆除)。首先,將地腳螺栓穿在箱體的地腳螺栓孔內(nèi),并用螺母吊住,然后將頭部吊放在基礎(chǔ)上并進(jìn)行調(diào)整,要求:
1)頭輪軸的水平允差不得大于0.5mm/m;
2)頭輪中心線必須與輸送機(jī)中心線垂直,其允差不得大于1mm/m;
3)兩個(gè)鏈輪對(duì)輸送機(jī)中心線的對(duì)稱度公差不得大于1mm。
找正完畢,調(diào)整螺栓并進(jìn)行二次澆灌,待混凝土完全凝固后,再將地腳螺栓上的螺母擰緊。
9、運(yùn)行部件的安裝
檢查運(yùn)行部件,特別是料槽、擋板,如有變形損壞,必須整形矯正。首先將兩條鏈條并列擺平(在制造廠已組裝好的鏈條,每條長(zhǎng)2m),然后將料槽放在鏈條上,使料槽底部的四個(gè)孔,分別對(duì)準(zhǔn)下部?jī)蓷l鏈條上的四個(gè)孔,再放置擋板臨末用螺栓將鏈條、料槽及擋板一并聯(lián)接好。
運(yùn)行部件的安裝要從尾部開始。首先鋪設(shè)輔助軌道;從尾部的下軌道的端部用鋼軌或其它型材接出一段呈斜坡直至地面的軌道,然后將一組運(yùn)行部件,料槽向下吊放在輔助軌道上,再將料槽左右兩邊的滾輪安裝好,要求:
1)左右對(duì)稱的兩個(gè)滾輪對(duì)兩根鏈條的對(duì)稱中心要對(duì)稱布置,其對(duì)稱度公差為2mm。
2)要保證滾輪距尺寸
尺寸調(diào)好后,用螺栓將小軸與料槽下部的U型架固定,臨末用鋼絲繩和吊鉤將鏈條向頭部方向牽引,待輔助軌道騰出足夠的位置時(shí),再吊放一組運(yùn)行部件,待滾輪安裝后,便可聯(lián)接兩組運(yùn)行的鏈條。
10、傳動(dòng)裝置的安裝
在傳動(dòng)底座的地腳孔內(nèi)穿入地腳螺栓,并旋入螺母吊住螺栓,然后將傳動(dòng)裝置整體吊裝在基礎(chǔ)上,再以安裝好的頭部鏈輪中心線為基準(zhǔn)調(diào)整傳動(dòng)置。減速器低速軸與頭輪聯(lián)軸器之間留有10mm間隙,按照聯(lián)軸器的安裝要求說(shuō)明進(jìn)行調(diào)整。底座的位置定好后,調(diào)整螺栓并進(jìn)行二次澆灌,待混凝土完全凝固,再將傳動(dòng)裝置固定。連接減速器低速舟與頭輪軸聯(lián)軸器。
11、鏈條的張緊
運(yùn)行部件安裝完畢,清除輸送機(jī)及其附近的雜物,確認(rèn)運(yùn)行部件運(yùn)行時(shí)無(wú)任何碰撞可能后,人工盤車,轉(zhuǎn)動(dòng)頭輪,使鏈條移動(dòng),將鏈條拉直,當(dāng)鏈條轉(zhuǎn)過(guò)一周后,用調(diào)節(jié)彈簧的壓縮量大小來(lái)調(diào)整尾部鏈輪軸的水平面內(nèi)的位置,對(duì)鏈條進(jìn)行張緊。張緊力的大小,由彈簧的壓縮變形來(lái)決定,彈簧的壓縮變形量越大,張緊力也越大,反之張緊力則越小,但無(wú)論如何調(diào)整,尾輪軸與輸送機(jī)中心線必須保持垂直,空車時(shí),張緊力的大小在下述情況時(shí)認(rèn)為合適:1)尾部的回程段進(jìn)入鏈輪嚙合前的2-3個(gè)滾輪,從軌道上抬起(與軌道之間形成間隙);2)在凹弧段內(nèi),滾輪在軌道上略有抬起。
12、防塵罩的安裝及入料口、回灰口、收塵口的開設(shè)防塵罩在安裝前,要按工藝要求開設(shè)入料口,回灰口及收塵口,進(jìn)料口的開設(shè)位置應(yīng)與尾部中心至少相距2500mm,并要求進(jìn)料口及其上端的進(jìn)料瘤子中心線與輸送機(jī)縱向中心線處于同一垂直平面內(nèi)見(jiàn)圖,以防止物料在槽內(nèi)發(fā)生偏料現(xiàn)象,是輸送機(jī)滾輪在運(yùn)行過(guò)程中偏向一邊。防塵罩做為整體用螺栓聯(lián)接在高支架上,如果因加工公差,是放塵罩的側(cè)耳與支架側(cè)面接觸不好,應(yīng)加墊塞緊,以免輸送機(jī)運(yùn)行時(shí),造成松動(dòng)。防塵罩裝好后,檢查橡膠板的內(nèi)側(cè),且保證運(yùn)行部件在運(yùn)行時(shí)不發(fā)生牽掛現(xiàn)象。
下操作規(guī)則:
1、在設(shè)備啟動(dòng)之前必須進(jìn)行仔細(xì)檢查,檢查輸送機(jī)線路附近是否有障礙物,尤其要檢查運(yùn)行部件是否完好:鏈板、銷軸、軸套是否有斷裂和損壞,料槽有無(wú)變形及裂口,滾輪有無(wú)嚴(yán)重摸損或裂紋,螺栓有無(wú)松動(dòng)或丟掉,如果檢查合格,便可與本設(shè)備的前后相聯(lián)接的設(shè)備操作人員取得聯(lián)系,待各處均已準(zhǔn)備就緒,即可開動(dòng)。
2、開車順序:
a.響鈴告警:以便設(shè)備附近的人離開設(shè)備。
b.開動(dòng)有關(guān)受料設(shè)備或其他裝置(如與之相連的收塵器等)。
c.開動(dòng)本臺(tái)輸送機(jī)。
d.開動(dòng)供料設(shè)備。
3、停車
a.通知輸送機(jī)的上游設(shè)備停止供料。
b.把輸送機(jī)料槽內(nèi)的物料全部卸出。
c.停車。
輸送機(jī)日常維修和保養(yǎng)
為了是輸送機(jī)連續(xù)安全運(yùn)轉(zhuǎn),必須對(duì)整臺(tái)設(shè)備進(jìn)行經(jīng)常的維修和保養(yǎng),對(duì)容易磨損的部件要及時(shí)更換,這里說(shuō)的保養(yǎng),主要是對(duì)設(shè)備的定期檢查和潤(rùn)滑。
1、設(shè)備的檢查和潤(rùn)滑
對(duì)設(shè)備的定期檢查和潤(rùn)滑項(xiàng)目詳見(jiàn)下面的明細(xì)表。表中所指的時(shí)間間隔,是基于每天連續(xù)正常工作24小時(shí)的情況來(lái)說(shuō)的。當(dāng)環(huán)境溫度較高(超過(guò)50℃),粉塵特別大時(shí),其時(shí)間間隔可相應(yīng)縮短些。另一方面,在設(shè)備運(yùn)行的起初階段,以及對(duì)那些已經(jīng)磨損但還沒(méi)有更換的零件,也應(yīng)增加檢查的次數(shù)。
2、設(shè)備的維護(hù)和檢修
鏈輪是整個(gè)設(shè)備的易磨損件,應(yīng)進(jìn)行經(jīng)常的檢查。一旦鏈輪輪齒的淬硬層被磨損以后,必須將兩個(gè)鏈輪的齒塊同時(shí)更換。如果不及時(shí)更換,鏈條的“掛鉤效應(yīng)”(即鏈條與鏈輪嚙合后不易脫開)不僅非常明顯,而且還會(huì)引起鏈條顫動(dòng),加劇鏈條的磨損。
更換鏈輪的齒塊可以不用拆下鏈條。為了更換方便起見(jiàn),頭尾鏈輪的輪齒均為分離式齒塊。更換齒塊可在鏈輪包角以外的那個(gè)角度空間進(jìn)行,齒塊在這個(gè)位置不參與工作。將第一個(gè)齒塊更換以后,鏈輪旋轉(zhuǎn)一個(gè)角度,再更換第二塊,依次類推,即可更換所有鏈輪齒塊。必須注意,在更換齒塊的時(shí)候,一定要同時(shí)更換相應(yīng)的緊固件。而且必須使用力矩扳手,頭部、尾部每個(gè)螺栓的扭緊力矩分別為1080N.m、630N.m。
當(dāng)滾輪的運(yùn)行表面磨損,或者軸承損壞,則必須更換滾輪,在水平段的下軌道上更換滾輪方便。牽引件是輸送機(jī)易損件。要經(jīng)常檢查鏈板是否有裂紋,是否與銷軸或銷套有脫開現(xiàn)象,檢查銷套是否有嚴(yán)重磨損,當(dāng)淬硬層磨掉后,鏈條必須更換,更換的方法是兩條鏈要同時(shí)換下來(lái),裝上新的鏈條,料槽的底板、側(cè)板如有裂紋、破損、變形等亦需進(jìn)行更換。輸送機(jī)鏈條的張緊程度是否合適,是輸送機(jī)運(yùn)轉(zhuǎn)性能的一個(gè)主要因素。在直線段,如果鏈條鉸接處(銷軸、銷套處)有折彎現(xiàn)象或在接近尾部時(shí),滾輪在下軌道上沒(méi)有抬起,則說(shuō)明鏈條張緊力不夠,應(yīng)調(diào)節(jié)張緊螺栓,是尾輪向后移動(dòng),在負(fù)載運(yùn)轉(zhuǎn)時(shí),如果圓弧段出現(xiàn)滾輪從軌道上抬起現(xiàn)象,則說(shuō)明張緊力過(guò)大,應(yīng)調(diào)節(jié)張緊螺栓尾輪向前移動(dòng)。在調(diào)節(jié)時(shí),一定要注意務(wù)必使尾輪軸處于與輸送機(jī)中心線垂直狀態(tài),避免鏈條偏斜一邊。
四、輸送機(jī)日常巡檢要求
運(yùn)轉(zhuǎn)前的檢查
1、檢查輸送機(jī)軌道是否有障礙物,尤其要檢查軌道有無(wú)變形。
2、鏈板、銷軸、軸套是否斷裂和損壞。
3、料槽有無(wú)變形及裂口,滾輪有無(wú)嚴(yán)重磨損或裂紋。
4、螺栓有無(wú)松動(dòng)或脫落。
5、各處有無(wú)開焊 。
6、尾部張緊是否合適,頭部下料是否堵塞,傳動(dòng)聯(lián)接是否正常。
運(yùn)行中檢查
1、電機(jī)、齒輪、液力偶合器運(yùn)行情況及潤(rùn)滑情況。
2、頭、尾輪軸軸承的聲音、溫度、密封情況,導(dǎo)軌潤(rùn)滑情況。
3、頭、尾鏈輪輪齒磨損情況,鎖輪松緊情況、輪體焊縫完好情況。
4、料槽螺栓是否松動(dòng)、料槽是否變形及鋼板開裂。
5、鏈條鉸接處是否磨損、張緊程度。
6、滾輪磨損及潤(rùn)滑情況、軸承密封情況。
7、軌道、護(hù)軌磨損情況。
五、日常維護(hù)、保養(yǎng)及常見(jiàn)故障處理
1、 對(duì)容易磨損的部件要及時(shí)更換。
2、 加強(qiáng)檢查與潤(rùn)滑工作。
3、日常維護(hù)及效果
1)經(jīng)常檢查電動(dòng)機(jī)及減速器的運(yùn)行聲音、溫度、電流和振動(dòng),如有異常變化應(yīng)及時(shí)予以排除。
2)經(jīng)常檢查液力偶合器結(jié)合面、軸端是否有滲油現(xiàn)象,如有應(yīng)及時(shí)更換密封圈。工作油液要按規(guī)定加入,充液量過(guò)多,運(yùn)轉(zhuǎn)時(shí)會(huì)引起溫升,產(chǎn)生壓力使液力偶合器損壞、易熔塞噴油;充液量不足,會(huì)使軸承得不到充分的潤(rùn)滑而縮短壽命,且使主機(jī)達(dá)不到額定轉(zhuǎn)速,仍會(huì)產(chǎn)生溫升使易熔塞噴油而導(dǎo)致拉鏈機(jī)停機(jī)。
3)要經(jīng)常檢查滾輪支架是否開焊。對(duì)于同一側(cè)連續(xù)兩個(gè)滾輪開焊要特別注意,必要時(shí)停窯處理。若發(fā)現(xiàn)個(gè)別滾輪支座輕微開焊,可在不停窯情況下處理,但時(shí)間不得超過(guò)10min,否則篦冷機(jī)篦下壓力過(guò)高,會(huì)導(dǎo)致篦床壓死而不得已停窯,造成被動(dòng)。
通過(guò)一年來(lái)的運(yùn)行,拉鏈機(jī)基本平穩(wěn),再?zèng)]有發(fā)生掉軌事故,從而確保了窯的連續(xù)穩(wěn)定運(yùn)行。
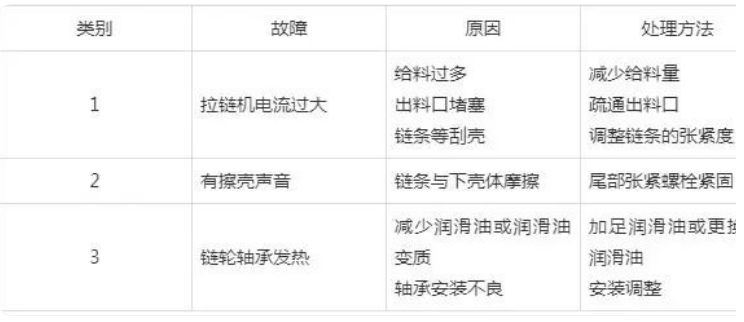
4、常見(jiàn)故障處理