淺談船舶軸承的日常維護
2023-10-25
郭建剛 韋立船管
(版權歸原作者或機構所有)
軸承是機械系統中一種不可或缺的零部件,它是機械設備重要的導向支撐裝置,協調設備安全有效運動,其故障直接影響設備的安全運行。因此,為了確保機械設備正常和安全運行,我們需要加強軸承的檢查、維護和檢修。
維護和潤滑對于總購置成本的重要性往往被低估,對于設備來說,軸承的成本僅占設備總成本的很少一部分,通過專注于軸承的維護和潤滑措施,以及提供相應的拆裝設備與培訓,有助于提高設備可靠性、降低運營成本并且改善人員的安全。

軸承失效因素
一般影響軸承壽命的因素有潤滑不良36%、軸承疲勞34%、安裝不當16%,污染14%。
潤滑不良(約占36%)
據調查,潤滑不良是造成軸承過早損壞的主要原因。包括未及時加注潤滑劑或潤滑油;潤滑劑或潤滑油未加注到位;潤滑劑或潤滑油選型不當;潤滑方式不正確等等。
建議:選擇正確的潤滑劑或潤滑油,使用正確的潤滑加注方式。
馬達潤滑脂的填充需要根據設計量注入,合理分散在軸承室空間內。在馬達運轉過程中,必須防止潤滑脂惡化或丟失造成的軸承故障,定期補充軸承專用的潤滑脂。為了防止潤滑脂惡化、潤滑性能下降、軸承故障,嚴禁混合不同等級的潤滑脂。

疲勞(約占34%)
疲勞破壞是軸承常見的損壞方式。常見的疲勞破壞的原因可能是:軸承選型不當;長期超負荷運行;未及時維修;維修不當;設備老化等。
建議:選擇適當的軸承類型,定期及時更換疲勞軸承。
例如部分電機自由端采用特殊止動軸承換新時被更換成普通軸承造成軸承座磨損。

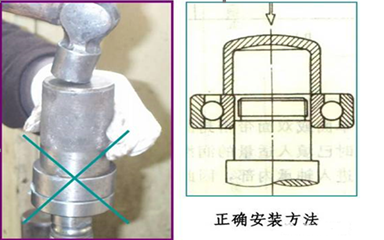
安裝不當(約占16%)
1、安裝時力度過猛,其中用錘子或剛性材料敲擊軸承對軸承傷害是的;也是造成變形的主要原因。
2、安裝有偏差或未裝到軸承位,造成軸承游隙過小。內外圈不處于同一旋轉中心,造成不同心。
建議:選擇適當的或專業的軸承安裝工具,安裝完畢用專用儀器檢測。

SKF安裝工具套裝
污染(約占14%)
污染也會導致軸承過早損壞,污染是指有沙塵、金屬屑等進入軸承內部。主要原因包括:使用前過早打開軸承包裝,造成污染;安裝時工作環境不清潔,造成污染;軸承的工作環境不清潔,工作介質污染等。即使肉眼看不見的微小灰塵進入軸承,也會增加軸承的磨損,振動和噪聲。
建議:在使用前好不要拆開軸承的包裝;安裝時保持安裝環境的清潔,增強軸承的密封裝置,添加油脂時油槍要專用并清潔油嘴。
影響軸承壽命的因素
一般來說,軸承選用恰當,配合適當,潤滑得當,預緊相當,冷卻應當……軸承的使用壽命是很可觀的,我們在日常生產生活時往往能夠看到,隨機器原裝的軸承,經年累月,仍然能夠正常使用,一旦壽終正寢,再更換軸承,哪怕再好再貴,都不能和開始安裝的軸承壽命相比,這是為什么呢?
概因軸承的選擇不當、安裝不良、潤滑不充分以及密封不良等,都會引發軸承產生燒結、磨損、斷裂、缺損、卡傷、銹蝕等故障,都會導致軸承無法繼續使用,產生實際使用壽命遠遠低于額定壽命的情況。
此外,由于使用條件對軸承的功能(旋轉精度、剛性及發熱等)影響較大,因此,對軸承的實際使用壽命會產生較大影響,往往與額定壽命偏差較遠,當軸承出現使用壽命與額定壽命遠遠不符合的情況時,就應當考慮:
(1)軸承選用是否恰當。特別是當機器長時間運轉,主軸難免會發生磨損,精度下降的情況,這時候就應考慮游隙更大的軸承,或者是否需要更換主軸。
(2)軸承配合是否適當。長時間運轉的設備軸承座及軸都有磨損,間隙就會變大,應通過專業尺寸修復后選配軸承。
(3)軸承潤滑是否得當。軸承潤滑一般分為脂潤滑、油霧潤滑、油氣潤滑、噴射潤滑四種,四種潤?方式各有優缺,潤滑可以有效降低摩擦及磨損,帶走摩?產生的熱量,防止銹蝕,防止異物侵入,從而延長軸承的使用壽命。
(4)軸承的預緊是否恰當。軸承預緊有兩種方式。一種是定位預緊,一種是定壓預緊。?位預緊固定相向軸承的位置,有助于提高軸承的剛性。定壓預緊通過彈簧變形施加載荷,旋轉中由于熱影響和載荷影響,軸承的位置即使發生變化,仍可保持穩定的預緊載荷。在機床的主軸等進行高速旋轉的場合使用角接觸球軸承時,還應考慮陀螺滑動和離心力等導致的滾動體和滾道面接觸壓的增加因素,并設定適當的預緊量。對于有彈簧墊片預緊的軸承安裝時一定要將彈簧墊片按原樣裝復。


(5)其他因素。影響軸承使用壽命的因素很多,除了上述的內容外,如軸承冷卻、軸的撓曲、軸及軸承箱的精度等,因此需要仔細分析,認真排查。
應隔多久進行補脂?
正確的軸承潤滑是軸承獲得長期有效使用壽命的基本因素。針對具體的軸承應用選擇合適的潤滑脂,并且在 軸承轉起來之前加入恰當的量是十分重要的。在工作過程中,還需要定期為軸承補充潤滑。以正確的補充潤滑間隔和正確的量,向軸承加入正確的潤滑脂是實現軸承較佳運行績效和化使用壽命的基本要求。在實際應用中,手工進行補充潤滑是很常見的;連續的補充潤滑能夠帶來諸多好處。
但是對于補充油脂的間隔,遺憾的是,這一問題沒有統一的答案。右側圖為軸承補油間隔圖,僅適用于在溫度不高于 71.1°C、在正常負荷下工作的固定設備水平軸軸承,且僅有指導意義。
比例尺 a:徑向滾珠軸承
比例尺 b:圓柱滾子軸承、滾針軸承
比例尺 c:球面滾柱軸承、圓錐滾柱軸承、止推滾珠軸承、滿裝圓柱滾柱軸承(20% 補脂周期操作小時)、配有軸承罩的交叉圓柱滾柱軸承(30% 補脂周期操作小時)、推力圓柱滾柱軸承、推力滾針軸承和推力球面滾柱軸承(50% 補脂周期操作小時)

對于垂直軸軸承,應將此圖所示周期減半。對于軸承潤滑脂在高溫下的加速老化,軸承溫度每比 71.1°C 高 2.8°C,應將周期減半一次。
對于鉆孔尺寸為 300 毫米及以上的大型滾柱軸承,必須以高于此圖所示的頻率對軸承進行補脂,才能確保實現充足潤滑,因此相應線條會斷開。我們的示例顯示了 3,000 小時(即 4 個月)的周期。
補脂需要使用多少潤滑脂?
針對軸承的適當用量和補脂周期可按以下公式進行計算:
G = 0.005 DB
其中:
G = 潤滑脂重量(克)
D = 軸承外部直徑(毫米)
B = 軸承寬度(毫米)
滾動軸承填充潤滑脂參考以下原則:
(1)一般軸承內不應裝滿潤滑脂,以裝到軸承內腔全部空間的1/2-3/4即可;
(2)水平軸承填充內腔空間的2/3-3/4;
(3)垂直安裝的軸承填充腔內空間的1/2(上側),3/4(下側);
(4)在容易污染的環境中,對于低速或中速的軸承,要把軸承和軸承盒里全部空間填滿;
(5)高速軸承在裝脂前應先將軸承放在優質潤滑油中,一般是用所要填充的軸承潤滑脂的基礎油中浸泡一下,以免在啟動時因摩擦面潤滑脂不足而引起軸承燒壞。
請注意,與其他任何單一要素相比,過度加注可能會造成更多軸承故障。如果存在過多潤滑脂,內部摩擦將導致溫度高于其滴點,造成軸承潤滑脂發生氧化并提早出現軸承故障。
對于軸承補油間隔及補油量部分設備說明書中也有指出,當然補充油脂只針對開式軸承,閉式軸承無需補油或換脂。

軸承的安裝
安裝是軸承生命周期中的關鍵階段之一。如果未使用正確的方法和工具來正確地安裝軸承,軸承的使用壽命會縮短。要進行正確和有效的軸承安裝,不同應用場景可能需要使用機械的、液壓的或加熱的方法。選擇適用于您的具體應用的安裝方法來裝配軸承,將有助于延長軸承的使用壽命,減少軸承過早失效、以及由此造成的損壞而產生的成本。
安裝軸承應盡量在干燥、無塵的區域進行,并應遠離會產生金屬碎屑和灰塵的設備。當必須在復雜的環境下安裝時,應當把污染降到。不允許強力沖壓,不允許用錘直接敲擊軸承,不允許通過滾動體傳遞壓力。
盡量使用專用工具,極力避免使用布類和短纖維、生銹的鐵管等之類的東西。直接用手拿取軸承時,要充分洗去手上的汗液,并涂以優質礦物油后再進行操作,在雨季和夏季尤其要注意防銹。
安裝軸承時,應當根據類型和尺寸,選擇機械,加熱或液壓等方法進行。我司采購的SKF軸承已經密封良好,安裝時無需進行清洗,安裝前確保在潔凈干燥的場所。
冷安裝
該種安裝方式適合安裝配合不是太緊的小 軸承,可以通過一個 套筒并以錘擊的方法,輕輕敲擊套筒把軸承裝到合適的位置。敲擊時應盡量均勻的作用在軸承套圈上,以防止軸承傾斜或歪斜。
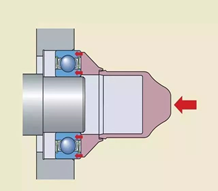

大部分軸承都采用壓入法進行安裝。如果要將軸承的內外圈同時裝到軸上和軸承座中,必須確保以相同的壓力同時作用在內外圈上,且必須與安裝工具接觸面在同一平面上。

熱安裝
通常情況下,對于較大型軸承的安裝,不通過加熱軸承或軸承座是不可能的,因為隨著尺寸的增大,安裝時需要的力越大。熱安裝所需要的軸承套圈和軸或軸承座之間的溫差主要取決于過盈量和軸承配合處的直徑。為了便于安裝,可利用熱脹冷縮原理,將軸承加熱后用銅棒、套筒和手錘安裝。開式軸承溫度要控制在 100℃以下,80~90℃較為合適,溫度過高時,易造成軸承套圈滾道和滾動體退火,影響硬度和耐磨性,導致軸承壽命降低及過早報廢。利用加熱法安裝軸承時,油溫達到規定溫度 10 分鐘后,應迅速將軸承從油液中取出,趁熱裝于軸上。必要時,可用安裝工具在軸承內圈端面上稍加一點壓力,這樣更容易安裝。軸承裝于軸上后,必須立即壓住內圈,直到冷卻為止。不推薦將帶有密封件和防塵蓋的軸承加熱到80℃以上(應確保溫度不超過密封件和潤滑脂允許的度)。加熱軸承時,要均勻加熱,絕不可以有局部過熱的情況。
軸承感應加熱器
帶圓錐孔的軸承,其內圈大部分是以過盈配合的方式來安裝的。過盈量是由內圈在圓錐形軸徑、緊定套或退卸套上的軸向推進距離決定的。?圓錐形配合面上的推進距離越大,軸承的徑向內部游隙就越小,可通過測量游隙減小量或軸向推進距離來確定過盈量。
中小型軸承可以利用軸承安裝工具或好用鎖緊螺母把內圈推進到圓錐形軸徑上的適當位置。在使用緊定套的情況下,使用可以用鉤形扳手或沖擊扳手鎖緊的套筒螺母。對退卸套可用軸承安裝工具或端板將其推入軸承內孔。
注油法
注油法的工作原理是:液壓油在高壓下通過油孔和油槽,注入軸承和軸徑之間的配合面,形成一層油膜。油膜將配合面分開,使得配合面之間的摩擦大幅減少。這種方法通常用于直接把軸承安裝在圓錐形軸徑上的情況。必須的油孔和油槽應是整體軸設計的一部分。如果緊定套和退卸套,已加工有油孔油槽,這種方法也可用于將軸承安裝在緊定套或退卸套上。
軸承安裝的常見錯誤示范

鐵錘直接敲擊軸承
安裝內圈(或外圈)過盈配合的軸承,禁止用鐵錘直接敲擊軸承內圈(或外圈)端面,這樣很容易把擋邊敲壞。應該采用套筒放在內圈(或外圈)端面上,用鐵錘敲擊套筒來安裝。

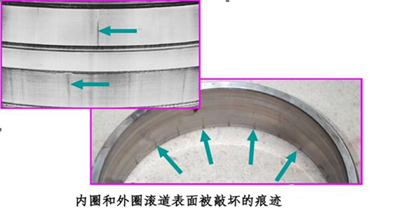
通過滾動體來傳遞安裝力
安裝內圈過盈配合的軸承時,不能通過外圈和滾動體把力傳遞給內圈。這會把軸承滾道和滾動體表面敲壞,使軸承在運轉時產生噪音并提前損壞。正確的方法應該用套筒直接把力作用在內圈端面上。
加熱溫度過高
有些用乙炔噴槍對軸承內孔進行加熱,當加熱溫度超過727℃(軸承鋼的相變溫度)時,軸承鋼內部的金相組織將發生變化。當軸承冷卻后,軸承內孔就不能恢復到原來的尺寸,通常比加熱前的尺寸要大。
被乙炔噴槍加熱后的軸承,表面變成黑色
軸承的?卸
拆卸軸承時,必須注意不要損壞其它機器部件,如軸、軸承座,因為其它的機器部件的損壞也會危及機器的效率和壽命。具體可能需要采用機械、加熱或液壓的拆卸方法和工具,以安全、正確和有效地拆卸軸承。
機械法拆卸軸承
選擇合適的拉拔器是工作的關鍵。拉拔器的類型、拉拔能力對于安全方便地完成拆卸工作很關鍵。無論在何種情況下,只要有可能,一定要將拉拔力施加在過盈配合的套圈上。
加熱法拆卸軸承
圓柱滾子軸承的內圈一般采用過盈配合,需要較大的力進行拆卸。使用加熱設備可以方便、快速地進行拆卸,并降低損壞內圈和軸的風險。必要時采用機械法與加熱法相結合的方式拆卸軸承。
軸系對中
在軸承裝到具體應用位置后,例如要將電機與泵連接起來,就應該進行對中。如果機器未進行有效的對中,會導致軸承承受額外的負載、摩擦和振動。這些會加速軸承和其它機器部件的疲勞并導致失效,影響其使用壽命。此外,增加的振動和摩擦將顯著地增加能耗,以及增大過早失效的風險。

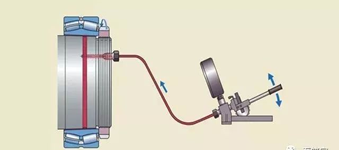
1、直尺塞規法
利用直尺測量聯軸器的同軸度誤差,利用塞規測量聯軸器的平行度誤差。這種方法簡樸,但誤差大。一般用于轉速較低、精度要求不高的機器。

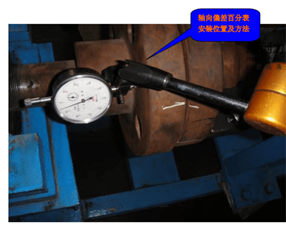
2、外圓、端面雙表法
用兩個千分表分別測量聯軸器輪轂的外圓和端面上的數值,對測得的數值進行計算分析,確定兩軸在空間的位置,結果得出調整量和調整方向。這種方法應用對比廣泛。其主要缺點是對于有軸向竄動的機器,在盤車時端面測量讀數會產生誤差。它一般用于采用滾動軸承、軸向竄動較小的中小型機器。
3、外圓、端面三表法
此法是在端面上用兩個千分表,兩個千分表與軸中心等距離對稱設置,以消除軸向竄動對端面測量讀數的影響,這種方法的精度很高,適用于需要精確對中的細致機器和高速機器。
基本狀態監測
在日常工作中,通過定期的巡視檢查運轉中設備基本的狀態(包括溫度、聲音、可視化檢查、速度、漏電檢查和振動測量等方面)監測來定期檢查軸承的狀態至關重要。這些定期檢查能夠發現潛在的問題,幫助預防機械設備停機甚至損壞。也可以借助先進的檢測工具來發現問題如:手機熱成像儀、測振儀等。


在軸承的生命周期中管理公司通過集中采購的模式保證供應質量,其余幾個階段則需要船上工作人員仔細認真的執行設備維保計劃及良好的拆裝工藝。通過正確的實施維護和使用恰當的工具、定期定量補充潤滑脂,可以顯著地延長軸承的使用壽命,保障船舶安全可靠運營,為韋立集團大發展貢獻自己的力量。
參考:SKF官網、美孚官網