液壓圓錐破碎機用關節軸承失效案例分析、對策、預防維護建議
2023-12-04
本文分享了單缸液壓圓錐破碎機頂軸承失效的案例,導致失效的多種原因、不良后果,以及相應的對策。
該單缸液壓圓錐破碎機型破碎機由動錐襯板、定錐襯板、底部油缸、傳動大小齒輪組成破碎系統。分上下2個機架殼體,殼體之間用螺栓連接(圖1)。
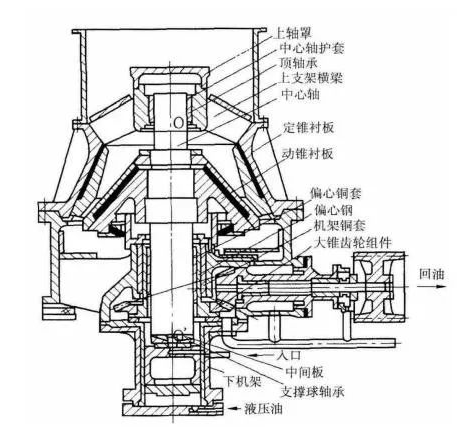
圖1 單缸液壓圓錐破結構圖
1、問題
破碎機在工作過程中,常常因原礦中混入枕木、橡膠等彈性物料,以致物料進入該型圓錐破碎機后,在破碎腔中,純礦石易于破碎,而彈性物料則不能破碎且又因不能達到預設卸載壓力而不能使破碎機卸載或停機。常卡在破碎腔中重復不斷擠壓動錐,導致上支架頂軸承異常磨損,動錐下面的偏心銅套跑偏磨損嚴重甚至燒壞發黑而無法正常運行,嚴重影響生產,本文主要分析該問題并找出對策。
2、頂軸承失效原因
圓錐破碎機的頂軸承是型號為GE260ES關節軸承,該軸承內徑d=260mm,外徑D=370mm,厚度B=150mm(圖2)。
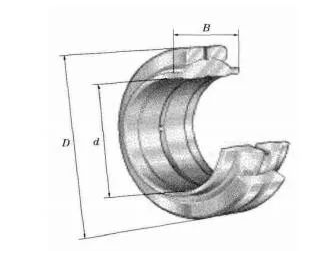
圖2 關節軸承結構圖
該頂軸承是由一個有外球面的內圈和一個有內球面的外圈組成,能承受較大的負荷。可以承受徑向載荷、軸向載荷或徑向、軸向同時存在的聯合載荷。一般用于速度較低的擺動運動,也可在一定角度范圍內作傾斜運動,該軸承安裝在該型破碎機中,外圈與軸承孔座固定,懸擺運動時,中心軸護套與內圈有上下移動,內圈外圓弧面沿著外圈內圓弧面有相對轉動運動。
1.自潤滑墊層破壞
關節軸承內圈與外圈之間本身存在自潤滑墊層,當接觸壓力超過許應范圍時,隨著擺動頻率的變化,軸承的摩擦因數和磨損量增大,在擺動頻率和接觸壓力的作用下,襯墊材料發生塑性變形、擠壓變形和脫落,內圈材料向襯墊轉移,使關節軸承襯墊自潤滑能力下降,導致襯墊材料發生粘附磨損和磨粒磨損而失效。
2.周期載荷沖擊
在礦石破碎的工況環境下,由于上游來礦混有其他雜物,破碎機經常出現過載,使軸承承受沖擊載荷,同時,在長期的旋轉載荷作用下,當載荷應力超過材料屈服極限時,軸承圈產生剝蝕,導致關節軸承內外圈間隙增大、振動劇烈、磨損加劇、運轉發卡,嚴重情況下,使軸承出現失效。
3.密封不良
在安裝頂軸承上下段部均有防塵密封裝置,上部由上軸罩蓋住密封,下端部安裝有V形唇口防塵密封圈,該密封圈主要用于防止破碎腔內的礦塵、雜物進入頂軸承處,破壞頂軸承的內外表面,由于長期運行時,密封圈強性變差,彈性減小,耐磨性下降,主軸往復運動時,當主軸與密封圈產生的外力矩大于密封圈本身抗扭力矩時,該密封圈便出現整周或局部的翻轉,同時,易出現根部磨損和間隙咬傷的情況,使礦塵和雜物微粒進入頂軸承處,破壞頂軸承運動表面,使圈滾道上產生壓痕而失效。
4.潤滑不到位
頂軸承雖具有自潤滑墊層,但由于其工況環境惡劣,密封不良,常常需要按時按量向頂軸承部位注入潤滑脂,使其既隔絕自潤滑墊層與礦塵微粒的接觸,又更好的促進頂軸承的潤滑,還延長軸承壽命。一旦潤滑脂加入不及時或量太少,進入的礦塵微粒極易附著在頂軸承的表面形成磨粒而使自潤滑墊層遭到破壞,同時,舊潤滑脂則會與礦塵混合后變質硬化加速軸承磨損和影響著軸承活動性能,導致頂軸承失效。
3、頂軸承失效對破碎機影響
該單缸液壓圓錐破碎機是動錐中心軸上下兩支點結構的底部單缸液壓破碎機。其上支點位于頂軸承下口,下支點位于中心軸下端球軸承頂部。正常運行時,中心軸下端支點相對于上支點在作懸擺運動,軌跡是以上支點為回轉中心,2支點間距為半徑的球面軌跡,而上支點實際上是在繞橫梁中心線做圓周運動。
一旦頂軸承失效后,頂軸承便失去懸擺自動調心的作用。設備運行時,頂軸承會受動錐擠壓力作用在水平面各方向無規律運動,即上支點的規則圓周運動軌跡遭到破壞,以致(支點間距)半徑時刻變化,導致中心軸懸擺運動不規律,使中心軸與銅套接觸點時多時少,在偏心銅套厚邊處接觸點少、應力大,以致超過油膜強度,使油膜破裂而發生干摩擦。
干摩擦使接觸點溫度劇增,接觸點處的高溫傳遞到整個偏心銅套,溫度達到一定時,由于銅套材料為錫青銅質,其受熱膨脹系數比偏心鋼套高,使銅套受熱向外膨脹一定極限后,受鋼套內圓面約束,銅套又向里膨脹?嚴重時,內圓面出現裂紋,銅套出現“抱軸”現象。同時,潤滑?通過銅套內壁循環的通道阻斷,潤滑油不能形成循環回路進入油箱冷卻,受熱傳遞作用,油溫陡增。當油溫超過一定溫度時,“抱軸”接觸部位出現“燒黑”現象。
4、處理措施
1.檢查頂軸承孔座結構完整性
檢查破碎機上支架橫梁安裝頂軸承部位的結構完整性,檢查上支架橫梁是否變形、軸承孔基座是否下沉、周圍有否裂紋等缺陷,如果屬于可修復的缺項且不影響使用效果的,即應及時修復,防止缺項擴大,否則,應更換上支架。
2.檢查中心軸護套與頂軸承磨損情況
當失效是軸承內外圈間隙超過允許范圍時,一般表現為劃痕,則應更換新軸承;當內圈與中心軸護套間隙超過允許值1.5mm時,應分別檢查是否為中心軸護套磨損和軸承內圈磨損,如中心軸護套外徑<259.25mm,則應更換中心軸護套,如軸承內圈直徑<260mm,則應更換頂軸承。
3.清理頂軸承孔座雜物,確保注油孔通暢
清理頂軸承孔座里面的礦塵與潤滑脂混合物或其他雜物,通過輸送高壓氣體或局部加熱的方法確認上下兩個注油孔與軸承孔座是否相通,如不通,則應疏通潤滑脂注油孔和注油管。
4.采用合理方法修復頂軸承孔座
當失效方式為頂軸承“跑外圈”,則應對頂蓋軸承孔座進行修復,單邊磨損<1.5mm可采用噴涂法;對單邊>1.5mm則選擇擴孔鑲套法,首先將頂蓋軸承孔座擴孔至410mm,保證上支架橫梁碗型座單邊壁厚>30mm,選擇剛度強、硬度大的鋼制材料,制作結構特征符合裝配要求,外徑410mm,上偏差+0.15mm,下偏差+0.10mm;內徑370mm,上偏差+0.08mm,下偏差+0.05mm的圓柱套,熱裝孔座。
5.嚴格按照安裝順序和要求安裝
按照安裝配順序安裝,先裝V形唇口防塵密封圈,保證唇口向下,再裝頂軸承。安裝頂軸承時應按要求采用中等壓力配合安裝,預加潤滑脂并保證密封圈唇口不翻邊、不咬邊。
5、預防及維護建議
1.設置過濾裝置提高礦物純凈度
防止礦石進料攜帶鐵塊、木頭、橡膠等井下異物,發現異物,必須及時清除,同時,根據中碎的破碎機破碎后的礦物粒度大小,在礦料經過中碎后,進入細碎的皮帶運輸過程之間,設置異物過濾裝置,防止異物進入該圓錐破碎機的破碎腔。
2.加強對檢查頂軸承及相應接觸部件的檢測
檢查頂軸承內外圈間隙是否超公差范圍以及軸承孔座有否磨損,如果只在空轉時有噪音,則表明頂軸承或主軸套磨損,需及時處理,正常運行情況下,中心軸護套也是一年一換,更換頂軸承時,由于該軸承的特殊性,不僅要確定型號正確與否,還需鑒定軸承真假。
3.維護操作到位
設備正常運行情況下,操作人員應嚴格按照操作要求運行每8h,注入50g左右的潤滑脂,每次注入過程中,應認真檢查油管是否通暢,有否堵塞,潤滑脂是否真正注入油腔中,保證頂軸承的潤滑效果。
4.保證分礦均勻改善給礦沖擊
根據該圓錐破碎機漏斗和上軸罩的特點設計分礦器,解決下礦漏斗下礦集中于某一部位,破碎腔進礦不勻稱,動錐在徑向方向受力不均勻,偏斜嚴重的問題。如有條件,應降低下礦漏斗至破碎機間的下礦高度至1.5m以內或在破碎機上方安裝一個小型緩沖礦倉,減小礦石對破碎機的重力沖擊,特別是對上支架橫梁以及動錐的重力沖擊。
(來源:砂石大世界)
(版權歸原作者或機構所有)